新闻推荐
INFORMATION咨询热线
400-880-5582 地址:福建省厦门市集美区杏林湾478号2801单元
业务:400-880-5582
传真:0592-5705863
邮箱:zg@xmzgxcl.com
业务:400-880-5582
传真:0592-5705863
邮箱:zg@xmzgxcl.com
钢筋桁架楼承板栓钉的焊接
发布时间:2019/07/17 点击量:
栓钉是作为组合梁的抗剪衔接件,主要靠栓杆抗剪来接受剪力,用圆头抵抗掀起力,这种连接杆件施工很方便,其下端带有焊剂,外套瓷环。由栓钉的作用可知,在钢结构中,不管是现浇楼板、普通压型钢板还是钢筋桁架楼承板,栓钉是必须设置的。
由于钢筋桁架楼承板两端有支座竖向钢筋和钢梁点焊固定,所以栓钉可采用非穿透焊,而普通的压型钢板在钢梁上的固定需经过栓钉,故必须采用穿透焊。
栓钉是钢筋桁架楼承板起组合连接作用的连接件,施工采用拉弧型栓钉焊机和焊枪,并使用去氧弧耐热陶瓷座圈。大面积的建议用栓钉焊机焊接,如果用手工焊费力,速度慢,质量还没有保证。
一、焊接环境
焊接时,作业区域的相对湿度≯90%。环境温度低于0℃时,应将构件焊接区域内≥3倍钢板厚度且≮100mm范围内的母材加热到50℃以上。
二、焊前准备
1)栓钉焊接时,应配备具有与其焊接难度相当的焊接持证人员,严禁无证人员上岗。栓钉焊接前,应有针对性的进行焊接工艺评定试验。
2)焊接前由栓钉焊工对栓钉进行检查,保证无锈蚀、氧化皮、油脂、受潮及其他会对焊接质量造成影响的缺陷。
3)在栓钉施焊处的母材附近不应有氧化皮、锈、油漆或潮湿等影响焊接质量的有害物质且母材表面施焊处不得有水分,如有水分必须用气焊烤干燥。
4)焊接用陶瓷护圈应保持干燥,受过潮的陶瓷护圈使用前置于烘箱中经120℃烘干1~2h。
5)施焊前应对焊枪的性能进行检查。焊机距离墙体及其他障碍物应不低于30mm,焊机周围要保持气体流通,要利于散热。
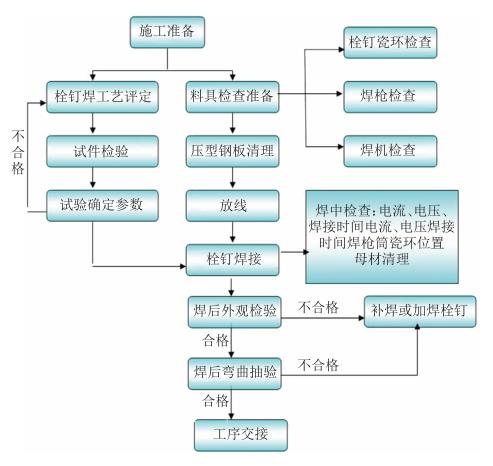
三、栓钉焊接流程
栓钉焊接流程见图。
四、现场栓钉穿透焊施工工艺
1)栓钉直径为16mm或19mm,采用电弧栓焊,焊接时钢梁上部最好无油漆,若有油漆还应进行除漆处理,一般栓钉直径增大或母材上有镀锌层时,所需电流、时间等各项工艺相应增大。
2)为保证电弧的稳定,电网点波动不超过5%(电流波动也是5%),设置专用配电箱及专用线路(从变压器引入)。
3)主弧电压是由电弧高度决定,不同的栓钉均有一个最佳高度,而最佳高度的实现就是通过设定“提升量”,即提升高度来实现的。
4)焊接时间过长,弧压增加,气孔增多,飞溅大,焊接时间过短熔化不足,焊接不牢。焊接时间允许在1%~2%的范围内变化,否则将不能保证质量。
5)尽量减少组合楼板与母材之间的间隙,不得使用外形不规则或已产生变形的组合楼板;对于个别间隙过大处,应采取强制措施,使两者之间的间隙尽可能地缩小。一般情况下,组合楼板与母材之间的间隙≯1mm。如采用各种措施后,仍无法保证所允许的间隙尺寸,则应在焊后,对此类栓钉焊缝进行逐个检查并对存在质量问题的栓钉焊缝采用手工焊接方法进行补焊。
五、栓钉施工质量验收
五、栓钉施工质量验收
栓钉施工质量在验收时出现一次验收不合格次数最高,而且有不用瓷环现象,焊接位置不准确等情况。
1)加强自检频率。
2)必须使用瓷环且用前烘干。
3)栓钉焊接位置拉线控制。
4)严格按照规范要求验收栓钉弯曲 30°后不能有肉眼能见裂缝或脱落现象。
下一篇:钢筋桁架楼承板混凝土浇筑